

欧盟食品接触材料(EC)No.1935/2004检测测试
2005年起,欧盟颁布针对与食品接触物质的指令(EC)No.1935/2004 ,它将于2006年10月27日起强制执行。自此出口欧盟与食品接触的材料必须符合(EC)No.1935/2004相关标准的规定.
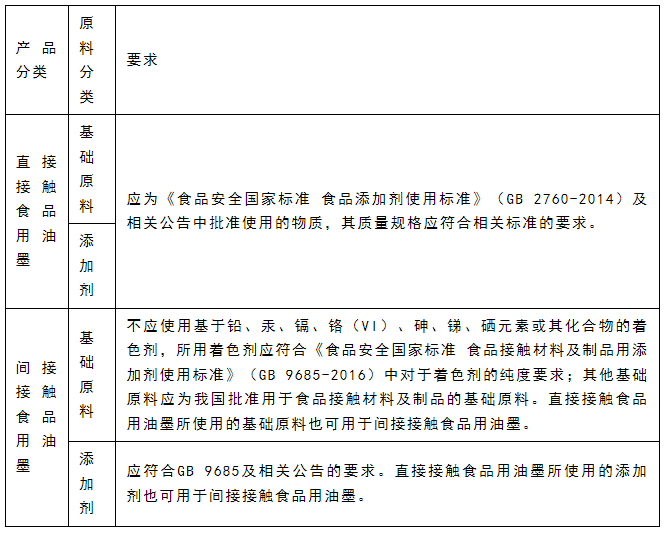
4 基本要求
4.1 食品接触材料及制品用油墨应符合GB 4806.1的规定。
4.2 食品接触材料及制品用油墨生产企业应通过配方设计、原料选择、生产过程控制、产品信息传递等措施控制油墨产品的安全风险。
4.3 食品接触材料及制品印刷企业应通过包装设计、调配原料选择、印刷过程控制、产品信息传递和/或增加有效阻隔层等措施控制来源于油墨的安全风险,在达到预期印刷效果的情况下应尽可能减少油墨的使用量。
4.4 食品接触材料及制品用油墨的生产及印刷过程应符合GB 31603的相关规定。
6 其他
6.1 迁移试验
迁移试验应按照GB 31604.1和GB 5009.156的规定执行。
6.2 标签标识
6.2.1 标签标识应符合GB 4806.1的规定。
6.2.2 油墨产品还应在标签上标示产品类别(直接接触食品用油墨、间接接触食品用油墨);应在标签或随附文件中标明宜使用的印刷基材、印刷工艺(如固化时间等)及特殊使用要求等信息。
P.L.Swan、M.R.Kamal和:.Garcia-Rejon研制开发了一套光学传感器测量装置,它可在闭模前在线测量型胚的厚度尺寸分布。该装置是基于光学中光线反射的原理设计的。一束激光一定的角度射向型坯表面,激光束经型坯内外表面反射形成两束激光,摄像镜头检测出这一间隔并将送入计算机分析系统,根据几何关系,计算机就能算出型坯壁厚分布。但在光线反射的同时还存在光线的折射问题,而光线的折射在这种测量方法中是不容忽视的,要把折射考虑进去并且要确定型坯的折射率无疑给这种测量方法增加了很大的复杂性和难度。型坯吹胀阶段研究状况型坯吹胀是指将塑料管坯趁热置于模具中,并即时在管坯中通入压缩空气将其吹胀,紧贴于模腔壁上成型,这个阶段的成型直接影响制品的外形,壁厚均匀性以及制品的性能,是整个成型过程的关键环节。在这一阶段,型坯吹胀的实验研究主要包括两个方面:一方面是型坯吹胀动力学研究,另一方面是型坯吹胀完毕后,型坯壁厚尺寸的测量。最早建立实验装置对型坯吹胀动力学研究的是MusaR.Kamal、VictorTan和DilhanKalyon。
“制作一个不需要光刻技术的、可卷曲的、有源矩阵显示器是一个很好的例子,它展现了软性显示器中心的开发和制造基础设施。”位于美国亚利桑那州立大学的软性显示器中心工程总监ShawnO”Rourke说:“这展示了多个行业合作伙伴如何协作推出创新的解决方案,包括与滚筒式加工方法(Roll-to-Roll)相兼容的技术,以解决对可卷曲电子产品迅速增长的市场需求。”“在高科技产业中,可卷曲电子显示器正发挥着越来越重要的作用。
一款新型腕表出自英国设计师BenjaminHubert之手,取名“Plicate”。腕表拥有独特的三维立体表面,三维的下陷表面代替了常规的2D平面指针,在形态上模仿了纸质折扇。表带底面的聚氨酯材料可以促进表带和手腕间空气的流动,防止手腕出汗。新型三维立体表面腕表表带为聚氨酯材料防手腕出汗新型三维立体表面腕表表带为聚氨酯材料防手腕出汗在表带的设计上也非常讲究,设计师设计了一个带摁扣的表带,取代了以往传统的腕表连接带。