

附录A
食品接触材料及制品用油墨铅、汞、镉、铬、砷的测定
A.1 范围
本附录规定了食品接触材料及制品用油墨中铅、汞、镉、铬、砷元素测定的电感耦合等离子体发射光谱法。
本附录适用于食品接触材料及制品用油墨中铅、汞、镉、铬、砷的测定。
A.2 原理
油墨经过涂膜干燥后粉碎,通过酸消解的方法转变为溶液状态。将所得溶液稀释定容后,采用电感耦合等离子体发射光谱仪测定,以各元素的特征谱线波长定性,以外标法定量。
A.3 试剂和材料
除非另有说明,本方法所用试剂均为优级纯或更高纯度,水为GB/T 6682规定的一级水。
A.3.1 试剂
A.3.1.1 (HNO3)。
A.3.1.2 (HCl)。
A.3.1.3 (HF)。
A.3.1.4 金元素(Au)溶液(1000mg/L):溶剂为10%(质量分数)。
A.3.1.5 (Ar):纯度≥99.99%,或液氩。
A.3.2 试剂配制
A.3.2.1 溶液(2+98):量取20mL,缓慢加入980mL水中,混匀。
A.3.2.2 溶液(1+5):量取500mL,缓慢加入2500mL水中,混匀。
A.3.2.3 汞标准稳定剂(1mg/L):取1mL金元素(Au)溶液(A.3.1.4),用溶液(A.3.2.1)稀释至1000mL,用于汞标准溶液的配制。
法国食品级接触材料检测DGRRCF测试
DGCCRF是法国食品级安全法规的英文简写。销往法国的食品接触产品,除了要符合欧盟Regulation(EC)No1935/2004法规外,还需要符合法国当地的法规,包括French DGCCRF 2004-64和FrenchDécretno92-631。法国法规不单对与食品接触产品中的塑料橡胶制品有特殊要求,还对金属产品有着特殊的分类和要求。如:带有机涂层的炊具,除了涂层表面需要测试外,对作为基材的金属也有对应的要求。
油墨印刷企业要注意
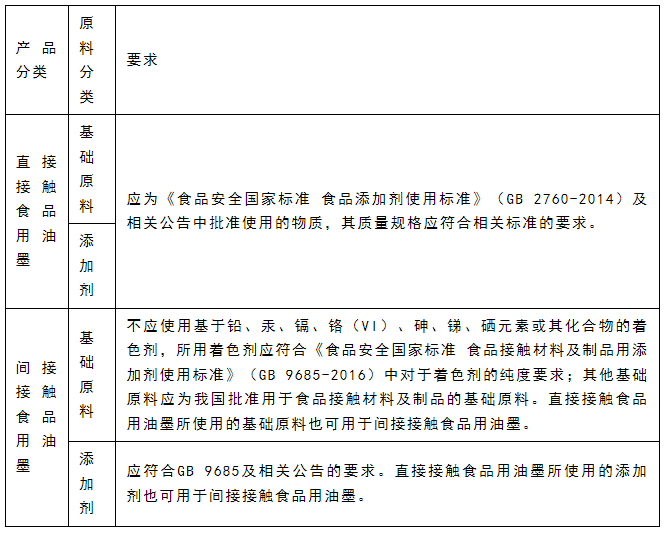
加强对生产和印刷过程的控制油墨产品的生产及印刷环节会影响终产品的安全性,标准中分别明确了生产企业和印刷企业的职责。其中,生产企业需重点把控原料选择、过程控制及产品信息传递等。而印刷企业需通过包装设计、印刷过程等方式控制其风险,并在达到印刷效果的情况下尽可能减少油墨的使用量。
”LSR液态硅橡胶模具的其他一些关键因素包括,内部的真空度水平、脱模难易度和排气通风性能。“我们的所有模具的真空密封性都是一个不忽略的影响因素。”Ikonen先生称,“从型腔中排除空气和气体对LSR液态硅橡胶模压成型的成功率有至关重要的影响。由于LSR的流动特性,不建议采用传统的脱模方式。模具设计人员必须考虑零件的脱模问题,并将其作为一个关键的设计因素。这一点可采用EO:T技术,并通过机械或气动的方式达到目的。
一步法“注-吹”(Onestepinjection-Blowmolding)一步法“注-吹”是指注射和吹塑在同一台机器上完成。根据不同的机种,通常分为三工位和二工位“注-吹”。三工位“注-吹”制瓶机的三个工位以12°角成等边三角形分布,其中,工位为注射成型工位,第二工位为吹塑成型工位,第三工位为脱瓶工位。这三个工位可同时运行,不仅大大提高了生产效率,而且可与传送带连接,自动计数包装,真正实现了塑料瓶生产全过程的“无人手接触”,从而确保了产品的洁净卫生。
r值增大将使切削变形明显加大。在切削深度很小时,刃口半径造成的切削变形占总变形的很大比例,r值微小变化将使切削变形产生很大的变化。所以在切削深度很小的精切时,更应采用r值较小的切削刀具。#p#分页标题#e#弹性薄片零件加工精度难以保证的原因主要是工件热处理后变形大,加工时工件在装夹力的作用下产生变形,加工后工件变形恢复造成其尺寸及形位公差发生了很大的变化所致。切削力的直接作用也是工件变形的重要原因。