热卖拓航保险丝全自动焊锡机,智能环保焊台
更新:2019-07-12 11:12 编号:4870681 IP:112.22.9.93 浏览:89次

- 供应商
- 苏州拓航机械设备有限公司 商铺
- 认证
- 资质核验:已通过营业执照认证入驻顺企:第10年主体名称:苏州拓航机械设备有限公司组织机构代码:91320506MA1MKQK81P
- 报价
- 人民币¥10000.00元每台
- 电压
- 380
- 功率
- 500
- 品牌
- 拓航
- 关键词
- 焊锡机 自动焊锡机 苏州自动焊锡机 自动焊锡机厂家 自动焊锡机销售
- 所在地
- 苏州市吴中区胥口时进路61号
- 手机号
- 18118135256
- 销售
- 闫凯华 请说明来自顺企网,优惠更多
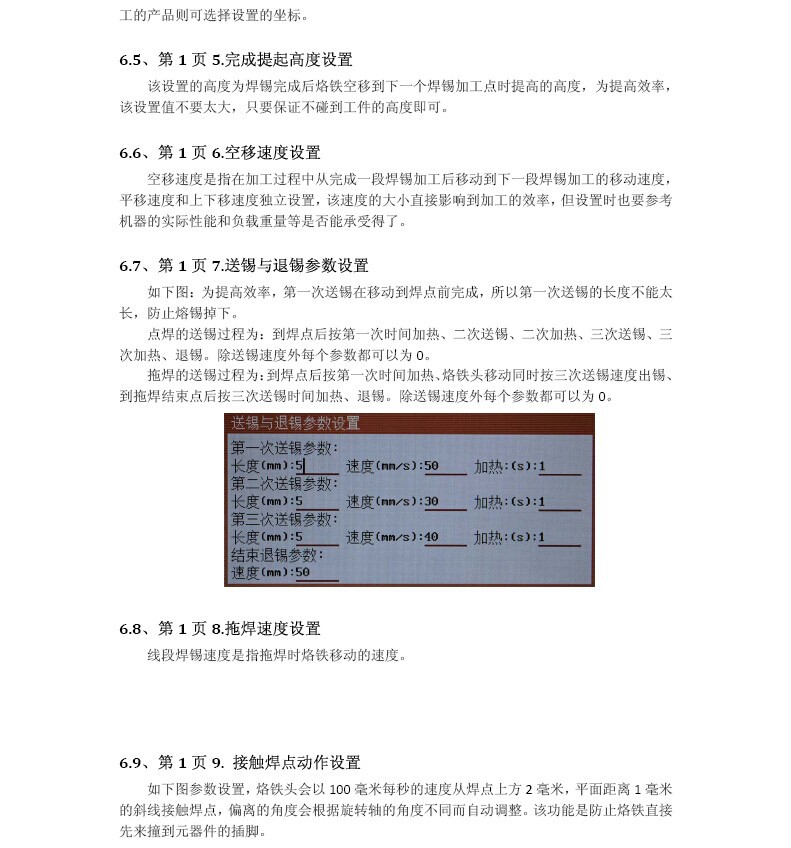
产品详细介绍
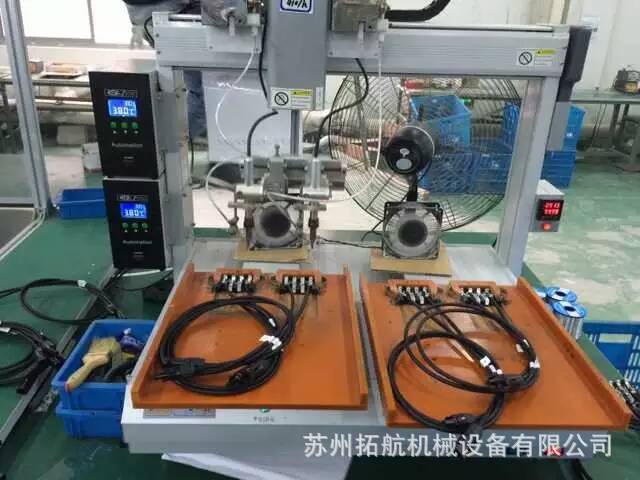
热卖苏州拓航保险丝全自动焊锡机,智能环保焊台,控温焊台【拓航专注于锁付与焊锡自动化】高效稳定
温馨提示
机器的价格为预付订金,机器的图片参数等仅供参考,详情请来电或旺旺咨询!
如果不经过协商而直接下单,恕不发货!敬请谅解!
咨询热线:


概 述
大功率加热温控器,保证连续焊接的稳定性。具有侧点功能,防止由于针脚不齐而引起焊接不良的情况。
可外接输入控制信号,也可以提供控制信号输出。具有自动清洗功能,程序更加优化,达到Zui高生产效率。
可选配视觉识别系统,由视觉识别系统对焊接工件进行位置识别处理,通过三维运动平台进行定位,全
自动焊接系统完成焊接作业。可有效解决工件及工装一致性问题。可选配安全光栅及防护罩,确保操作人
员安全。
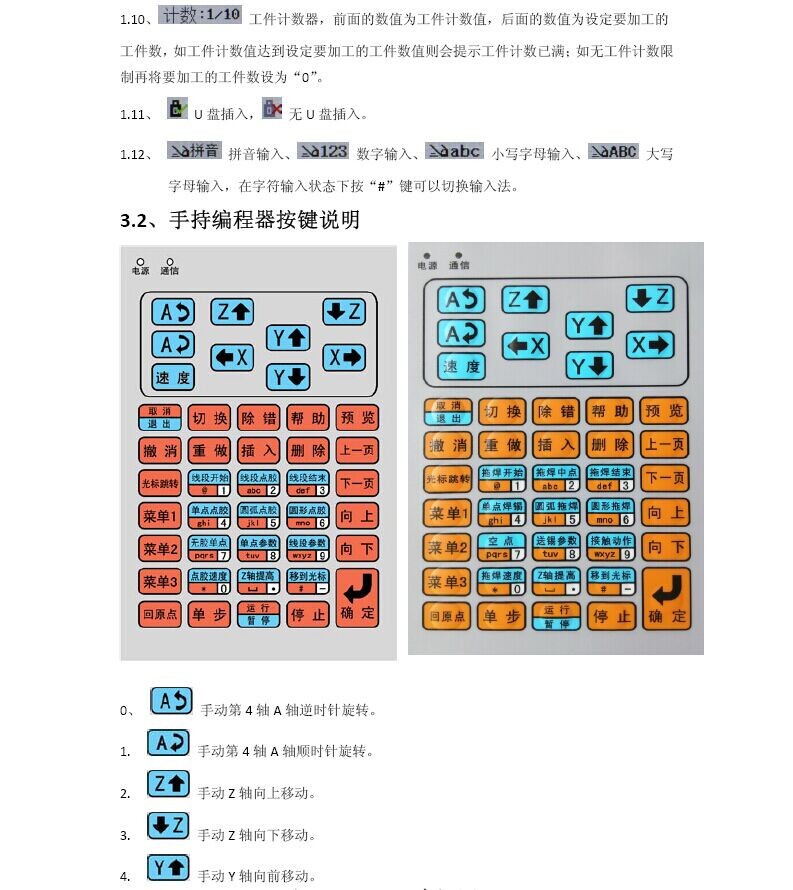
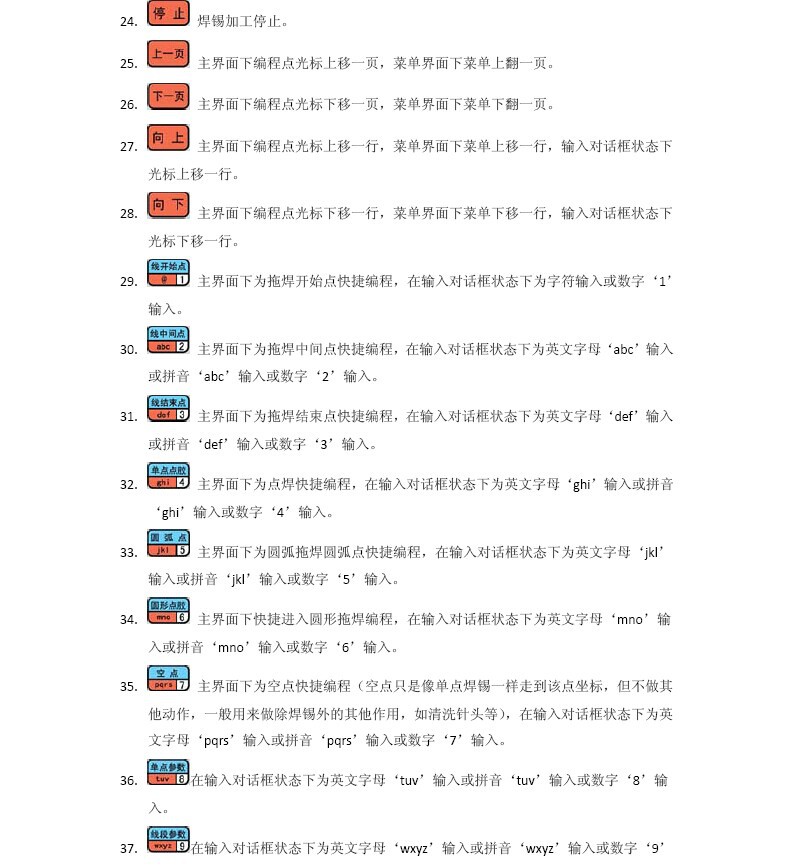
自动焊锡机使用的手持编程器采用480 X 272 像素的1600万色真彩色5吋液晶显示屏,使
编程菜单内容更丰富。主板与手持编程器之间使用工业现场总线通信连接,速率更高、抗干扰性更强。手持
编程器可以存储焊锡加工文件、系统配置文件,在多台设备使用中可用手持编程器相互复制焊锡加工文件或
系统配置文件(也可使用U盘复制).
自动焊锡机采用ARM+DSP+FPGA控制方案,具有强大的运算能力,速度刷新时间非常小,
运动控制加减速性能优越,4D2Y可支持高精度高速三维直线、三维空间圆弧运动。AC-H系列自动焊锡机运
动控制主板具有256M存储空间,可存储1000个焊锡加工文件,每个文件可存储4000个焊锡加工编程点,
可支持在没有手持编程器连接下工作。
亲情提示
1.自动焊锡机所使用的电源电压为220V,50~60Hz ,触摸电源会产生致命事故
2.自动焊锡机应放置在室内使用。
3.由于存在烫伤的危险,所以更换烙铁头或调机时,应关闭加温电源,待其冷却至室温,再更换烙铁头
或调机。
4.高温危险,切勿触及烙铁头与附近的金属部份。
5.切勿以敲击烙铁头方式来清除焊接残余,此举可能严重震损发热芯与降低定位精度。
6.焊接时烙铁头冒烟,工场应有良好的通风设施。
7.使用烙铁时,不可作任何可能伤害身体或损坏物体的妄动。

AE-H系列单工位焊锡机参数说明
|
型号 |
5331R |
5441R |
6441R |
||
|
加工范围 (有效行程) |
X=500mm, Y1=300mm, Y2=300mm, Z=100mm, R=±360° |
X=500mm, Y1=400mm, Y2=400mm, Z=100mm, R=±360° |
X=600mm, Y1=400mm, Y2=400mm, Z=100mm, R=±360° |
||
|
电压/总功率 |
220V 50Hz-60Hz/500W |
||||
|
电压/焊台温控功率 |
220V 50Hz-60Hz /150W |
||||
|
Zui大负载 |
12kg |
||||
|
机械使用电压/电流 |
驱动器及电机:开关电源(36V/9.7A ) 运动控制器及其他用电电压电流:开关电源(24V/5A) |
||||
|
适用锡丝直径: |
0.6mm~1.2mm |
||||
|
Zui高速度 |
X=600mm/s, Y=800mm/s, Z=500mm/s, R=300dg/s |
||||
|
重复精度 |
±0.01mm(X/Y/Z)/ ±0.02°(R) |
||||
|
温度范围 |
0℃~500℃ |
||||
|
适用锡丝 |
Φ0.6mm~1.6mm |
||||
|
程序记录容量 |
1000个程序/每个程序可编程记录4000个编辑点 |
||||
|
数据存储方式 |
内存 |
||||
|
显示方式 |
5寸液晶屏 |
||||
|
马达系统 |
数字式步进驱动马达 |
||||
|
操作模式 |
手动/自动 |
||||
|
运动补间功能 |
二维直线、三维直线、三维圆弧 |
||||
|
编辑模式 |
示教采集编程/CAD编程导图 |
||||
|
外部控制接口 |
启动按钮/脚踏开关 |
||||
|
空气压力 |
4~5kg cm2 |
||||
|
|
|
||||
|
外型尺寸 |
620X460X735mm |
620╳560╳735mm |
720╳560╳735mm |
||
|
机械重量 |
70kg |
75kg |
80kg |
||

焊锡机器人应用于电子制造业,主要针对回流焊、波峰焊等生产设备很难达到的工艺制程,特别适用于混装
电路板、热敏感元器件、SMT后段工序中敏感器件的焊接。焊锡机器人代替工人焊接,提高工作效率,改善
焊接质量。单双工位放料、取料交替工作,节省装夹时间,更高效率。
六轴机械手,实现3D空间任意焊点准确定位。
灵活多样的焊锡方式,具有电焊、拖焊(拉焊)及自动清洗功能
同时双工位取放交替工作,节省装夹时间,提高生产效率。
对热敏感无法过回流炉的零件
小PITCH的DIP插件零件
连接器(CONNECTOR)、排线
细小的CABLE
1.进口德国威乐高频恒温加热温控器工作效率显著提高。组合结构优化,无须另配焊台,烙铁头更换快捷方
便,所配烙铁发热体为日本进口陶瓷发热体,升温快且稳定,安全可靠。寿命较为普通的过长。
2.规格
发热体工作电压24V
烙铁温度200℃~480℃温度稳定±2℃
烙铁头漏电压<2mV,对地电阻<2Ω
3.电机
步进电机/直流变速电机
出锡速度约2.7mm/s~27mm/s(36o/s~360o/s)出锡量0~150mm
锡线直径0.6/0.8/1.0/1.2/1.4/1.6(mm)
4.烙铁头的使用与保养
选择适当的温度,过高的温度会减弱烙铁头的功能、加速其氧化、相对缩短使用寿命。在能够工作的情况下,
尽量使用较低的温度,较低的温度也可以充分焊接,且可分保护对于温度敏感之元件。一般建议使用温度350~380度。1.5mm以下小焊点350~360度,2.5mm以上大焊点370~380度。
烙铁头第一次使用时,务必先将烙铁头温度调至220度,让烙铁头的上锡部位充分吃锡,是浸泡在锡堆
里5分钟,然后在清洁海绵上擦拭干净,并把烙铁温度再次调至300度,重复上述程序,Zui后把烙铁温度调
至所需使用温度进行使用。目的是在烙铁头上出锡层形成一层全面保护膜,防止其在高温状态下被氧化,导
致热传输失败。如果烙铁头的镀锡部分含有黑色氧化物时,可镀上新锡层,再用湿润的清洁海绵抹净烙铁头。
如此重复清洁,直到彻底除去氧化物为止,然后再涂上新锡层。并定期对烙铁头进行清洁。如不使用,应关
闭电源,将烙铁头在清洁海绵上擦拭干净,然后上一层新的锡层,再次使用之前,还是将烙铁头在清洁海绵
上擦拭干净,然后上一层新锡。如果烙铁头变形或发生重蚀,应进行更换。
5.更换部件
更换烙铁头,反时针方向旋开烙铁头的金属锁紧螺帽,取出烙铁头护套与烙铁头,将新的烙铁头装放护套中,
旋上锁紧螺帽。更换保险丝,从电源座上拔出电源插头。旋也焊台背面的保险丝盖板。取了损坏的保险丝,
换上新的。装上保险丝盖板。



|
|
 |

- 关于苏州拓航自动焊锡机 脉冲热压机自动点胶机售后情况说明关于苏州拓航自动焊锡机脉冲热压机自动点胶机售后情况说明1,首先我们倡导:"没有售后服务的服...
- 常州市裕成电子有限公司订购我公司三轴脉冲热压机 哈巴机 自动焊锡机常州市裕成电子有限公司订购我公司三轴脉冲热压机哈巴机自动焊锡机常州市裕成电子有限公司位于江南古城常州...
- 苏州拓航机械设备有限公司乔迁新办公楼祝贺我公司乔迁新的办公楼尊敬的新、老客户,协力供应商以及朋友:您好!承蒙您们长期以来大力支持与配合,...
 汽车配件测试抗拉试验机,拉力试验机厂家15,500.00元/台
汽车配件测试抗拉试验机,拉力试验机厂家15,500.00元/台
品牌:拓航 高分子材料试验机|抗拉强度试验机35,000.00元/台
高分子材料试验机|抗拉强度试验机35,000.00元/台
品牌:拓航 盐雾试验箱江浙沪|不同规格盐雾腐蚀箱价格优惠4,000.00元/台
盐雾试验箱江浙沪|不同规格盐雾腐蚀箱价格优惠4,000.00元/台
品牌:拓航 专业生产可编程中性盐雾防腐蚀试验箱TH60型15,500.00元/台
专业生产可编程中性盐雾防腐蚀试验箱TH60型15,500.00元/台
品牌:拓航 拓航品牌TH120盐雾试验机 盐雾试验箱销售维修15,000.00元/台
拓航品牌TH120盐雾试验机 盐雾试验箱销售维修15,000.00元/台
品牌:拓航 桌面式全自动焊锡机厂家双工位自动送锡焊锡设备10,000.00元/台
桌面式全自动焊锡机厂家双工位自动送锡焊锡设备10,000.00元/台
品牌:拓航 LED灯串全自动焊线机LED模组 全自动焊锡机10,000.00元/台
LED灯串全自动焊线机LED模组 全自动焊锡机10,000.00元/台
品牌:拓航 轻松解决焊锡难题太阳能接线盒焊锡机全自动焊锡机10,000.00元/台
轻松解决焊锡难题太阳能接线盒焊锡机全自动焊锡机10,000.00元/台
品牌:拓航 自动焊锡机厂家客户回头率百分之百自动焊锡机10,000.00元/台
自动焊锡机厂家客户回头率百分之百自动焊锡机10,000.00元/台
品牌:拓航 自动电路板端角焊锡机 拓航小型全自动焊锡机器人10,000.00元/台
自动电路板端角焊锡机 拓航小型全自动焊锡机器人10,000.00元/台
品牌:拓航









