

【产品描述】
灯杆高度:6米。圆锥形灯杆,灯杆壁厚2.75mm,上口直径60mm,下口直径140mm,
法栏对角线260mm,
灯杆整体热镀锌静电喷塑,灯杆颜色可议定,十年不锈!
光源电器:晶元35LED,20W-60W;
含路灯预埋件。
灯头:66cm 新星/D10铝压铸灯壳,钢化透明玻璃,硅橡胶密封圈。(灯具含全套配件)
开票:可以开发票,税金买家负担。
包修期限:交货一年后,镇流器和灯管,可以换,买家承担运费。
运费:买家负担运费
定做商品一经下单,概不退换。
为保障运输安全,以及为朋友们节约运费,我们选择了较多的运输方式,初始
运费统一设置为0.01元,不作为结算依据。(以上价格为自弯臂的价格,如需别
的造型请联系客服)
|
路灯(street light),指给道路提供照明功能的灯具,泛指交通照明中路面照明范围内的灯具。安装地点常见于道路单侧或两侧。通常指装在柱上,沿街道或公路上分立的 一系列灯,现代灯具不仅仅局限于道路照明的作用,同时还要考虑到环境的美观,能源节约和安装方便等诸多因素 |
| 产品图片 |
|
|

| 产品参数说明 | ||||||
|
|
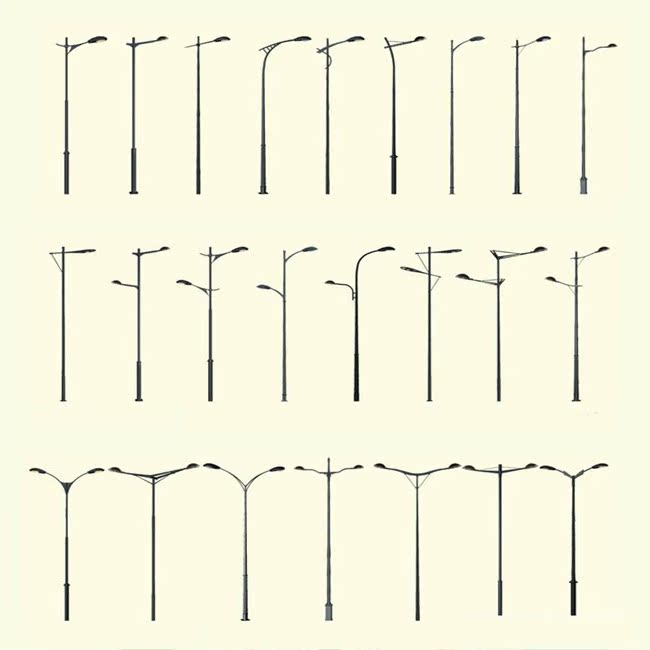
| 自主选择路灯 |
|
双臂路灯灯杆由此进入 单臂路灯灯杆由此进入
自弯臂路灯灯杆由此进入
风光互补路灯灯杆由此进入
更多路灯造型请点击 |






| 产品优劣对比 |
| 冷镀锌与热镀锌区别: 首 先工艺的区别是:热镀锌是将工件除油、酸洗、浸药、烘干后浸入溶化的锌液里一定时间,提出来即可。 冷镀锌也叫电镀锌,是利用电解设备将工件经过除油、酸洗后放入成分为锌盐的溶液中,并连接电解设备的负极;在工件的对面放置锌板连接在电解设备的正极 ,接通电源,利用电流从正极向负极的定向移动,就会在工件上沉积一层锌。 镀锌成品的区别:热镀锌外表没有冷镀锌细腻光亮,但锌层厚度方面热镀锌是冷镀锌的几十倍。防腐蚀性能也是电镀锌的几十倍。 |
| 生产流程 |
|
(一)、工艺流程 备料→下料→割板→折杆→合缝→焊接→打磨→整形→割法兰盘中心距→加强筋→割门→焊门及其它配件→镀锌→喷塑→包装。 (二)、原材料 钢板、钢管、焊条、圆钢 (三)、工艺步骤和质量要求 1、对机械设备及电器装置运行状况进行检查。 2、准备好不同型号、规格灯杆所用的原材料及相关模具。 3、按不同尺寸对材料滚剪裁割,检查裁割质量和尺寸要求。 4、检查折杆是否符合尺寸要求,是否圆整。 5、检查合缝焊接质量是否圆整,有无咬边、焊渣、裂缝等。 6、用卷尺、卡尺不定期对灯杆圆度、直径进行检查。 7、检查法兰盘规格尺寸是否符合要求,焊接质量是否良好。 8、检查接线窗规格尺寸是否符合要求,是否有毛刺。 9、检查灯杆镀锌质量、锌层厚度、均匀度等。 10、检查喷塑质量、外观情况、粉末厚度及均匀度。 11、检查完毕后,无质量问题即可包装发货。 灯臂成形工艺规程 (一)、工艺流程 备料→下料→卷制→合缝→焊接→打磨→弯制→镀锌→喷塑→灯臂成品 (二)、原材料 钢板、钢管、焊条、圆钢、螺栓 (三)、工艺步骤和质量要求 1、对机械设备及电器装置运行状况进行检查。 2、准备好不同型号、规格灯臂所用的原材料及相关模具。 3、按不同尺寸对材料进行滚剪裁割,检查裁割质量及尺寸。 4、检查卷制是否符合要求。 5、检查合缝焊接质量是否有咬边,夹渣现象。 6、对灯臂进行弯制,弯臂弧度要满足合同要求。 7、各灯臂按施工要求组装,牢靠、保证合适的方向。 8、灯臂镀锌要均匀,有光泽,达到标准厚度。 9、喷塑要喷均匀,不可堆积。 10、检查完毕后,若无质量问题问题即可发货 |
| 物流/快递说明 |
|
小件产品正常走快递或者是物流。 快递默认为申通,其他快递请联系客服。 物流默认是德邦物流,德邦不到的地方默认配载,费用需与客服确认。 灯杆等大件默认是配载发货的,特殊需要请与客服联系。 |
